|
|
Post by Colin McCubbin on Aug 14, 2011 0:54:10 GMT
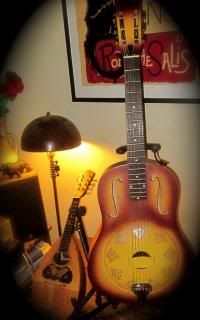
Here is a great video of Michael Dunn putting a fiddle edge through it's paces. I'd bought the guitar on ebay, the paint had been stripped, no tail piece, all the frets pulled out of the neck, just had a few fat frets placed in the first 5 fret positions. Michael made a new tailpiece, (besides being a spectacular luthier he is also a fine lathe and metal worker). He decided that the neck was too %$#@d to save as a Spanish neck, so set it up 'Hawaiian'. After all his work he liked it so much he kept it! ;D The other guitarist, John Palmer I believe, used to be a teacher and wrote the song to help his students remember the time scale of fossil creation. Apparently he has other songs written to teach other facts to students. Wish I'd had teachers like that! ( And, I've been frequently asked how the fiddle edges were rolled. Anyone (Mark?) have ideas? Apparently it was easier than soldering, but must have been a funky machine! )
Also, check out www.youtube.com/user/BrighterLights1 for some more of their music, featuring several of Michael's self built harp guitars. Enjoy! |
|
|
|
Post by Michael Messer on Aug 14, 2011 9:33:07 GMT
Hi Colin,
This film has done the rounds recently; clever song, it is very nice playing and the Dobro looks and sounds lovely.
The process used to make fiddle-edge Dobros is called wire rolling or swaging.
Shine On
Michael
|
|
|
|
Post by Colin McCubbin on Aug 14, 2011 18:43:20 GMT
MD dropped by yesterday, and told me 'bout the film... Hadn't heard about it before..
I'm interested in details of the actual machine that rolled the fiddle edge, somewhat similar to the rolling edge done on motorbike mudguards I guess, but with two pieces of metal meeting at 90 degs, and so precisely done it would be fascinating to know more. The brass (and ali) bodies being fairly soft metal would have been easier than the steel ones which would have required a lot of controlled force and precision.
|
|
|
|
Post by bod on Aug 15, 2011 9:43:53 GMT
MD dropped by yesterday, and told me 'bout the film... Hadn't heard about it before.. I'm interested in details of the actual machine that rolled the fiddle edge, somewhat similar to the rolling edge done on motorbike mudguards I guess, but with two pieces of metal meeting at 90 degs, and so precisely done it would be fascinating to know more. The brass (and ali) bodies being fairly soft metal would have been easier than the steel ones which would have required a lot of controlled force and precision. With a more detailed discussion of fiddle-edges underway I thought I'd take the opportunity to ask whether anyone can explain the nature of these joins a little more. (I've often wondered, but have never seen one up close) does anyone know of a drawing of a section through such a join? |
|
|
|
Post by oldnick on Aug 16, 2011 19:15:35 GMT
Hi Bod,
Although I have never had the opportunity to examine a fiddle edge this is a method used by sheet metal workers for producing a joint by mechanical means. It needs no solder or any other process and is done on a machine which has 2 circular shaped dies. Basically the edges of the 2 pieces of metal are rolled and folded back on each other. The process Colin describes - motorcycle mudguards - involves rolling the sheet metal around a wire to produce a circular beed. The can be seen at
This is different from 'Rolled F holes' in which the edge of the F hole is turned in giving a rounded profile rather than a sharp edge and is done for cosmetic (and probably a Health and Safety) reasons. There are quite a number of examples of this process on you tube.
There! I managed to type the whole reply without a mention of rolling a joint - Oh bugger.
Nick
|
|
|
|
Post by Stevie on Aug 16, 2011 22:25:08 GMT
We used to call it "lockform" (generically) although that wasn't strictly speaking correct. I believe that the correct name for that type of seam is "Pittsburgh" and what we used to call "button lock" or "button snap" was actually "lock form". It had to be done in conjunction with a second machine, either a folded flange of around 5/16" or a flange of the same size turned up on an edging tool. I reckon that the front and back of those instruments would have been pressings because the mechanical edging tools we used to use would create too much distortion on the front and back panels of the guitar.In the outside chance that anyone is remotely interested, I'll ellucidate further but the memory is dimming gradually with the passing years....
The other type was called "wire edge" (or "wire edging") at least by us. I'm too young to have been required to do that although it would probably be standard apprentice stuff to this day. There- I've given the game away!
There is a third type of "lock form" which simply joins two flat sheets and we used to use one half of that joint as a quick and dirty form of wire edging.
|
|
|
|
Post by oldnick on Aug 17, 2011 19:02:33 GMT
Bang on Stevie,
The box I made as an Appo many years ago sits on a bench in my garage holding my needle files. It was hand cut and folded then soldered up using one of those big old irons which sat on their own gas burner, finally finished by wiring the top edge.
Nick
|
|
|
|
Post by bod on Aug 18, 2011 6:09:48 GMT
Thanks v much guys, v helpful - have spent a happy couple of hours searching around and watching various metal working processes on youtube, all hugely interesting, mind still gently boggling that somethng Dobro-shaped can be assembled / held together this way ....
|
|
|
|
Post by Stevie on Aug 18, 2011 20:02:39 GMT
I've still got a home made dustbin lid down the bottom of the garden "made in this way"!
It looks like a china man's hat with a vertical skirt. The seam runs around the lower edge of the "hat".
It follows that a guitar made this way is both entirely possible and incredibly rigid.
When I moved house 25 years back, I couldn't bear to leave it behind. Sums me up really!
|
|
|
|
Post by Colin McCubbin on Aug 31, 2011 16:31:55 GMT
Hi Bod, This is different from 'Rolled F holes' in which the edge of the F hole is turned in giving a rounded profile rather than a sharp edge and is done for cosmetic (and probably a Health and Safety) reasons. Nick I believe the rolled in f holes were done fundamentally to stiffen up that area of the body.... |
|
|
|
Post by oldnick on Sept 1, 2011 19:29:50 GMT
Thanks Colin, I stand corrected (though I still think today's H & S boys would have a good deal to say about unfinished metal edges ;D)
Nick
|
|
|
|
Post by oldnick on Sept 4, 2011 10:40:20 GMT
|
|
|
|
Post by Stevie on Sept 4, 2011 17:46:36 GMT
That was grand Nick!
I was using machinery like that, not only in the galvanised ductwork industry but also even to this day. Well, the little sheet metal work that is done at work these days is still, in part, made on machinery like that. Actually, this should be read as a complete lack of investment in modern machinery. Then again, all that machinery will carry on seemingly forever. Modern equivalents are fabricated and are not built to last like these were.
Many of those machines are variations on what we know as a "Jenny" or swager. You just use different wheels for "beading" or "joggling" and so on. The bending rolls we know as the rollers. The shears we know as the guillotine. I call it the knife to be cantankerous! We did not use crimpers to make slip joints in pipe, we just taper cut the flat sheet before rolling the pipe. I have never seen or used a setting down machine, but that facility is built in to the "Pittsburgh" and "Lockform" machines behind a safety cover.
I still have all of my fingers too!
Thanks Nick, fascinating.
I realise that I'm wandering a little OT here so apologies to all.
|
|
|
|
Post by pete1951 on Sept 5, 2011 13:40:52 GMT
So who is going to make a few `fiddle` edge bodies for us non-metal wokers to play with? I`m sure we could sell unfinished bodies to makers for £200-£300. who do I send my money to?  Pete T |
|
Deleted
Deleted Member
Posts: 0
|
Post by Deleted on Sept 10, 2011 7:31:16 GMT
|
|